


Khối AAC được làm từ tro bay (xỉ vôi hoặc cát) làm nguyên liệu chính, xi măng và vôi làm vật liệu xi măng và bột nhôm làm chất tạo bọt. Các quy trình tạo hình chính là nghiền, đo lường, trộn, đổ, xử lý, cắt và hấp vật liệu.







AAC
QUNFENG
Mô tả sản phẩm
Khối AAC được làm từ tro bay (xỉ vôi hoặc cát) làm nguyên liệu chính, xi măng và vôi làm vật liệu xi măng, và bột nhôm làm chất tạo bọt. Quy trình tạo hình chính là Nghiền vật liệu, đo lường, trộn, đổ, xử lý, cắt và hấp. Là vật liệu thân tường mới với các đặc tính trọng lượng nhẹ, bảo quản nhiệt, tiết kiệm năng lượng, tái chế chất thải, bảo vệ môi trường và tiện lợi, v.v., AAC Trọng lượng nhẹ block hiện đang được thế giới thúc đẩy mạnh mẽ.

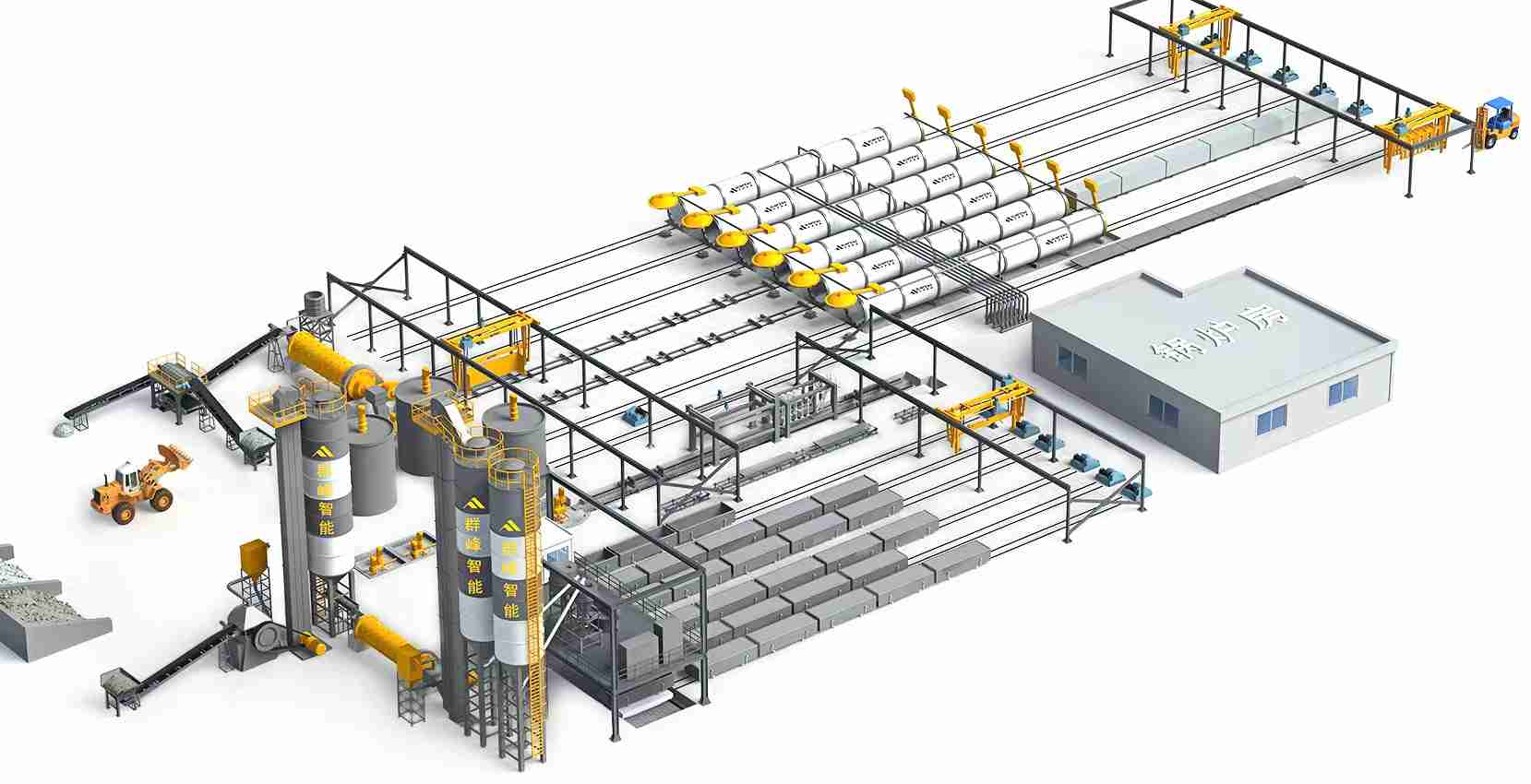
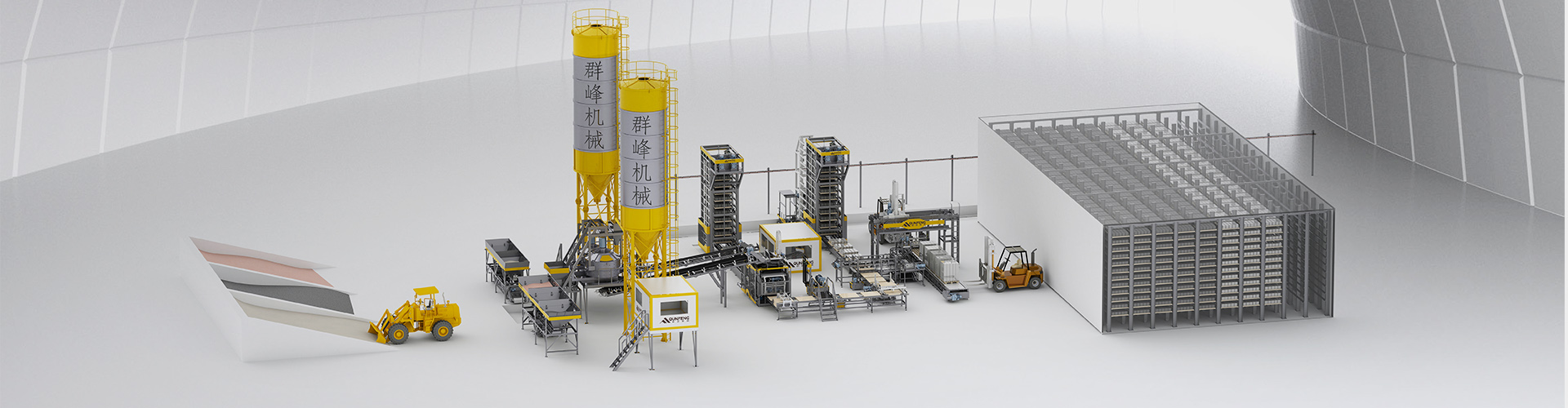
(01)Băng tải đai (02)Máy trộn (03)Sàn lăn (04)Silo đầu mài (05)Máy nghiền bi ướt (06)Máy nghiền hàm (07)Máy hút bụi (08)Máy nâng Bucker (09)Silo chứa vôi thô (10)Máy nghiền bi khô (11)Silo đựng vôi mịn (12)Silo xi măng (13)Băng tải trục vít (14)Bể chứa bùn (15)Cân Phễu đựng bùn (16)Phễu cân vôi và xi măng (17)Xe phà (18)Cẩu quay (19)Máy cắt đứng (20)Máy cắt ngang (21)Cẩu tiện & nhóm (22)Xe xử lý (23)Nồi hấp (24)Cẩu thành phẩm (25)Máy kẹp khối (26)Tời để trả tấm bên
Quy trình sản xuất
Chuẩn bị nguyên liệu thô → Xi măng → Vôi → Thạch cao → Phụ gia → Cát → Trộn nguyên liệu thô → Trộn và đúc → Được sử dụng để thêm các thanh thép vào tấm bê tông khí (tùy chọn) → Xử lý trước → Cần trục quay lật khuôn và bắt đầu tháo khuôn → Xe cắt đã sẵn sàng → Máy cắt cắt vật liệu đã tạo hình theo chiều ngang và chiều dọc → loại bỏ phần dưới cùng của khuôn nguyên liệu → Nhóm xe xử lý và gửi bán thành phẩm vào máy nghiền tự động → Xử lý → Các khối hoàn thiện di chuyển ra khỏi máy nghiền tự động → khối lập phương → đóng gói để tải → Vận chuyển thành phẩm →
1. Xử lý nguyên liệu thô

Dây chuyền sản xuất gạch AAC cần nghiền thành bột các vật liệu silic như cát, tro bay... Theo nguyên liệu thô và đặc điểm của quy trình, quá trình nghiền có thể được phân thành: nghiền khô thành bột, nghiền ướt với nước thành bùn và nghiền hỗn hợp với vôi. Nghiền hỗn hợp cũng có thể được phân loại thành hỗn hợp khô để chuẩn bị vật liệu nhựa và nghiền ướt với nước. Công nghệ nghiền ướt bằng nước nhằm cải thiện đặc tính của tro bay hoặc cát, gọi là 'đập bóng thủy nhiệt'. Nói chung, hầu hết các loại vôi đều là vôi cục, cần được nghiền nát và nghiền nhỏ. Thạch cao (thạch cao) nói chung sẽ không được nghiền riêng, thường được thêm vào tro bay hoặc vôi, và được nghiền bằng cùng một máy nghiền vôi. Các vật liệu phụ, hóa chất khác thường được chuẩn bị trước.
Quá trình chuẩn bị nguyên liệu thô là quá trình chuẩn bị thành phần, đáp ứng các yêu cầu công nghệ và xử lý nguyên liệu thô và quy trình lưu trữ trước khi hoàn thành các thành phần để toàn bộ quá trình sản xuất có thể được thực hiện suôn sẻ, chất lượng sản phẩm có thể đáp ứng các yêu cầu của hầu hết các khía cạnh cơ bản của quy trình có tác động trực tiếp.
(1) Máy nghiền hàm

Để làm cho vật liệu đáp ứng được yêu cầu công nghệ của khối bê tông khí, nói chung vật liệu chứa canxi và silic phải được nghiền. Trước khi vào máy nghiền, trước tiên một số vật liệu rời phải được nghiền nhỏ để đạt được kích thước cấp liệu cần thiết để vào máy nghiền bi thứ cấp.
Một. Nguyên lý hoạt động
Trong quá trình chạy, động cơ thông qua đai truyền động quay trục lệch tâm, do đó hàm di động đóng định kỳ và rời khỏi hàm cố định, và do đó vật liệu bị ép, cọ xát, nghiền, sao cho vật liệu nhỏ hơn, rơi dần từ cổng xả.
b. Tính năng
Máy nghiền có các đặc điểm như: tỷ lệ nghiền lớn, năng suất cao, kích thước hạt đồng đều, cấu trúc đơn giản, vận hành đáng tin cậy, bảo trì dễ dàng, chi phí kinh tế, v.v.
c. Thông số kỹ thuật chính
Người mẫu | Đường kính tối đa của vật liệu cấp liệu (mm) | Kích thước xả (cm) | Năng lực sản xuất (t/h) | Công suất (kW) | Trọng lượng (t) | Kích thước máy tính lớn (L×W×H)(mm) |
PEX-150×750 | 125 | 10-40 | 10-40 | 15 | 3.5 | 1430×1635×1108 |
PEX-250×750 | 210 | 25-60 | 15-30 | 22 | 4.5 | 1667×1545×1020 |
PEX-250×1000 | 210 | 25-60 | 20-52 | 30-37 | 6.5 | 1580×1964×1380 |
PEX-250×1200 | 210 | 25-60 | 25-60 | 37 | 7.7 | 1580×2164×1430 |
PEX-300×1300 | 250 | 20-80 | 30-90 | 55 | 11 | 1750×2320×1730 |
(2) Thang máy xô

Gầu nâng là thiết bị không thể thiếu trong dây chuyền sản xuất AAC. Nó được sử dụng để vận chuyển vôi, thạch cao và các vật liệu khác đã được nghiền thành bột bằng máy nghiền hàm vào silo chứa, dùng để chuẩn bị cho việc trộn nguyên liệu thô.
Một. Nguyên lý vận hành
Thang máy gầu NE bao gồm các bộ phận vận hành (gầu và đai kéo), phần trên có trống truyền động, phần dưới có con lăn căng, vỏ giữa, thiết bị dẫn động và thiết bị hãm, v.v. Nó được sử dụng để vận chuyển bột với vật liệu có mật độ rời (ρ < 1,5t/m³), hạt hoặc khối như than, cát, gió, xi măng và quặng vỡ, v.v.
b. Những đặc điểm chính
Thang máy NE Bucket áp dụng phương thức cấp liệu theo dòng chảy. Vật liệu sẽ được chuyển tải lên phía trên thông qua chuỗi Plate-Link, sau đó xả ra dưới tác dụng của trọng lực. Thang máy của chúng tôi là loại thang máy đa tiêu chuẩn, công suất sản xuất cao và mức tiêu thụ năng lượng thấp. Nó được thiết kế hoàn toàn khép kín với dây chuyền chạy chậm, có thể tránh vật liệu quay trở lại, do đó không lãng phí điện năng. Trong khi đó, không có ô nhiễm tiếng ồn trong khi nó hoạt động.
c. Thông số kỹ thuật chính
Người mẫu | Công suất băng tải (m³ /h) | Tốc độ nâng (m/s) | Tốc độ trục chính (r/min) | Đường kính vật liệu (mm) | hy vọng | ||
Khối lượng(L) | Chiều rộng (mm) | Khoảng cách (mm) | |||||
NE15 | 15 | 0.5 | 15.54 | <40 | 2.5 | 250 | 203 |
NE30 | 30 | 0.5 | 16.45 | <50 | 7.8 | 300 | 305 |
(3) Băng tải đai
![]()
Băng tải đai là thiết bị vận chuyển rất quan trọng trong dây chuyền sản xuất AAC, dùng để vận chuyển tro bay, cát, vôi và các nguyên liệu thô khác, là thiết bị băng tải liên tục hiệu quả nhất, băng tải chuyển động theo nguyên lý dẫn động ma sát. Nổi bật với công suất lớn, đường truyền dài, vận chuyển êm ái, vật liệu và băng tải không chuyển động tương đối, ít tiếng ồn, cấu trúc đơn giản, bảo trì dễ dàng, tiêu thụ ít năng lượng và các bộ phận được tiêu chuẩn hóa.
![]()
Một. Dữ liệu kỹ thuật chính cho băng tải đai
Chiều rộng đai (mm) | Chiều dài (m) Công suất (kW) | Tốc độ (m/s) | Công suất (t/h) | ||
500 | 12 / 3 | 12-20 / 4-5,5 | 20-30 / 5,5-7,5 | 0,8-1,0 | 50-191 |
650 | 12 / 4 | 12-20 / 5,5 | 20-30 / 7,5-11 | 0,8-1,60 | 80-250 |
(4) Máy nghiền bi

Nghiền nguyên liệu là một bước quan trọng trong quá trình sản xuất gạch AAC. Vôi, thạch cao, cát, xỉ và các vật liệu khác có thể được trộn hoàn toàn và chỉ tương tác sau khi nghiền bột, sau đó làm cho sản phẩm đạt tiêu chuẩn về độ bền. Máy nghiền bi là thiết bị chính của việc nghiền vật liệu.
Một. Nguyên lý làm việc của
máy nghiền bi Máy nghiền bi là một thiết bị quay hình trụ nằm ngang, bánh răng ngoài, hai cabin, máy nghiền bi dạng lưới. Nguyên liệu thô được đưa đều vào cabin đầu tiên thông qua vít trục rỗng. Có lớp lót bậc thang hoặc lớp lót dạng sóng bên trong cabin đầu tiên và các quả bóng thép có kích thước khác nhau. Khi máy nghiền bi hoạt động, cabin sinh ra lực ly tâm đưa quả bóng lên một độ cao nhất định rồi rơi xuống rồi đập và nghiền nguyên liệu. Sau khi nghiền thô ở cabin thứ nhất, nguyên liệu thô sẽ đến cabin thứ hai thông qua tấm ngăn đơn. Có lớp lót phẳng và quả bóng thép trong cabin thứ hai, và sẽ nghiền nguyên liệu thô. Cuối cùng, bột sẽ được xả qua tấm ghi xả để hoàn thành thao tác nghiền.
b. Những đặc điểm chính
Máy bao gồm bộ phận cấp liệu, bộ phận xả, bộ phận quay và bộ phận truyền động (hộp giảm tốc, hộp số nhỏ, động cơ, điều khiển điện) và các bộ phận chính khác. Máy này sử dụng bánh răng ngoài, trục đỡ rỗng. Trục rỗng được đúc bằng thép và lớp lót có thể tháo rời, gia công bánh răng quay được sử dụng đúc uốn cong, lớp lót chống mòn được nhúng trong xi lanh (có hai loại lớp lót: lớp lót cao su và lớp lót bằng thép, loại cao su nhẹ, ít tiếng ồn, có thể đeo được, niêm phong tốt, thường được ưa thích.) Máy này có khả năng chống mài mòn tốt cũng như chạy trơn tru và đáng tin cậy.
c. Dữ liệu kỹ thuật chính của máy mài bi
Người mẫu | Φ1,5 × 5,7 | Φ1,83 × 7 | Φ2,2×7 | Φ2,4 × 8 |
Công suất (t/h) | 3,5-4 | 8-12 | 15-17 | 19-22 |
Đường kính tối đa của vật liệu cấp liệu (mm) | 25 | 25 | 25 | 25 |
Đang tải (T) | 11 | 21 | 30 | 40 |
Công suất (kW) | 130 | 245 | 380 | 475 |
Trọng lượng (t) | 23 | 36 | 49 | 68 |
(5) Bể trộn bùn thải (Phía trước máy nghiền bi)
![]()
Bể trộn bùn thải bao gồm bệ cố định, thang, rào chắn, máy trộn và bể chứa. Thông thường bùn thải từ xe phà và tất cả các chất thải khác phải được trộn với nước trong bể. Vật liệu hỗn hợp sẽ được tái chế để sử dụng cùng với bùn ban đầu.

(6) Silo vôi, xi măng

Vai trò silo được sử dụng để lưu trữ vật liệu, nó có đệm khí hoặc động cơ rung; theo thể tích, quy cách là: 100m³, 200m³, 300m³. Chúng có thể được cấu hình theo nhu cầu của các dòng được chọn.
2. Định lượng và đổ

Việc định lượng là các thiết bị được cân các vật liệu trộn thành phẩm và tất cả các nguyên liệu thô, nhiệt độ, nồng độ và vật liệu bổ sung được điều chỉnh, sau đó theo yêu cầu của quy trình, cho nguyên liệu vào máy trộn cùng một lúc. Định lượng là một mắt xích quan trọng của quá trình bê tông khí, liên quan đến nguyên liệu thô giữa tỷ lệ thành phần hoạt chất, liên quan đến tính lưu động và độ nhớt của vữa có phù hợp hay không liệu bột nhôm có phù hợp với khí và thân xanh đông cứng thông thường hay không.
Quá trình đổ là quy trình sản xuất bê tông khí độc đáo, khác với các loại bê tông khác. Quá trình đổ là quá trình trộn sau khi đo và điều chỉnh cần thiết được đưa vào máy trộn để trộn nguyên liệu, được thực hiện để xử lý thời gian, nhiệt độ, mật độ bùn quy định, thông qua lỗ rót của máy trộn đổ vào khuôn. Bùn tạo ra một loạt các phản ứng vật lý và hóa học trong khuôn và tạo ra bong bóng, bong bóng làm cho bùn phồng lên, đặc lại và cứng lại. Quá trình đổ là quá trình quan trọng ảnh hưởng tới cấu trúc lỗ chân lông; quá trình định lượng và đổ là một phần cốt lõi của quá trình sản xuất khối AAC.
Quá trình sơ chế chủ yếu là quá trình sau khi đổ vữa để tiếp tục được làm đặc và cứng lại.
(1) Hệ thống cân

Trạng thái vật lý của nguyên liệu thô cho bê tông khí là loại lỏng, loại bùn, loại bột, nhôm bột và nhôm cục. Các vật liệu khác nhau có các cân cân khác nhau, chẳng hạn như cân vôi, phễu cân xi măng, bể cân bùn, v.v. Vật liệu sẽ được đo chính xác bằng hệ thống đo tự động.
Một. Phễu cân vôi xi măng

Dùng để cân xi măng và vôi, sau đó chuyển chúng vào máy trộn.
Âm lượng | Công suất hàng năm |
1,2m³ | 150000m³ |
2,0m³ | ﹥150000m³ |
b. Bể cân bùn
Dùng để cân bùn sau đó cho vào máy trộn rót.
Âm lượng | Công suất hàng năm |
2,5m³ | 150000m³ |
4,5m³ | 150000m³ |
c. Đo nước Bể
đo nước và Tự động chuyển nước sang máy trộn bùn.
Phạm vi đo | Công suất hàng năm |
250Kg | 150000m³ |
500 Kg | ﹥150000m³ |
(2) Máy trộn bột nhôm

Bao gồm xi lanh, giá đỡ và van bướm khí nén (thiết bị đầu ra tín hiệu kép). Nó được sử dụng để trộn bột nhôm.
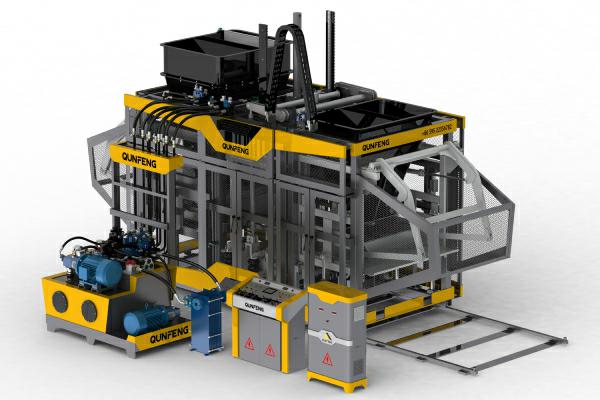
(3) Máy trộn đổ


Máy trộn đổ bao gồm thùng trộn, trục trộn, cơ cấu truyền động, thiết bị chuyển hướng, thiết bị vòi phun, v.v., là thiết bị chính của nhà máy bê tông khí. Máy trộn đổ dùng để trộn vữa, xi măng, vôi, thạch cao và bột nhôm theo tỷ lệ nhất định, sau khi trộn đều và phản ứng hoàn toàn thì đổ hỗn hợp vữa đã trộn vào khung khuôn kịp thời.
![]()
Người mẫu | Đường kính thùng (mm) | Đường kính cánh gạt (mm) | Tốc độ trộn (r/min) | Công suất (kW) | Công suất hàng năm (m³/năm) |
4,2m | 1700 | 570 | 566 | 37 | 150000 |
4,8m | 1900 | 600 | 590 | 37 | 200000-250000 |
6m | 2000 | 640 | 650 | 45 | 300000 |
(4) Đổ xe phà
Xe đổ phà là thiết bị thiết yếu của bộ phận hấp tiệt trùng trong dây chuyền sản xuất gạch block AAC dùng để kéo. Nó bao gồm khung xe đẩy, cơ chế truyền động và định vị. Khung xe được hàn bằng thép tiết diện. Bộ truyền động bao gồm hộp giảm tốc, khớp nối, trục, bánh lái và bánh dẫn động. Xe phà có đặc tính mạnh mẽ trong việc kéo đẩy và dừng lại. khi di chuyển nhanh, nó có thể định vị và kết nối chính xác và có thể chạy chậm tần số khi tải đầy, cũng có thể chạy nhanh tần số khi tải trống.
Thông số kỹ thuật xe phà (m) | Đang tải (t) | Tốc độ/Tần suất đi bộ (m/phút) | Khoảng cách theo dõi (mm) | Công suất (Kw) | Công suất hàng năm (m³/năm) |
4.2 | 6 | 0 ~ 20 | 3620 | 7.5 | 150000 |
4.8 | 8 | 4220 | 9 | 20-250000 | |
6 | 10 | 4970 | 15 | 300000 |
(5) Khung khuôn,
tấm bên Khuôn của dây chuyền sản xuất gạch AAC được chia thành khung khuôn và tấm bên, là thiết bị quan trọng trong quá trình tạo hình sản phẩm. Các nguyên liệu thô đã trộn thông qua máy trộn đổ đổ vào khuôn, tạo khí và xử lý trước, sau khi đông đặc, tháo khuôn, sau đó có thể cắt khối màu xanh lá cây. Khung khuôn và tấm bên có thể chứa bùn, xử lý trước, tạo khí, đông đặc sau khi kết hợp. Đồng thời, các tấm bên lấy các khối màu xanh lá cây đưa vào máy cắt để cắt, xếp vào Xe bảo dưỡng, sau đó chuyển vào nồi hấp.
Người mẫu | Kích thước (m) | Khối Khuôn Đơn (m³/Khuôn) | Công suất hàng năm (m³/năm) | ||
Chiều dài | Chiều rộng | Chiều cao | |||
4,2×1,2×0,6m | 4200 | 1200 | 600 | 3.024 | 150000 |
4,8×1,2×0,6m | 4800 | 3.456 | 200000-250000 | ||
6×1,2×0,6m | 6000 | 4.32 | 300000 | ||
3. Máy tiện và
máy cắt Cần trục quay và máy cắt là hai thiết bị chính trong nhà máy sản xuất Khối AAC, được sử dụng để cắt Bánh Khối và xử lý Hình dạng. Công nghệ Tiện & Cắt có các tính năng: Đúc số lượng lớn, Hình dạng & Kích thước linh hoạt và Sản xuất cơ giới hóa quy mô lớn.
(1) Cần cẩu quay

Cần trục quay bao gồm móc treo, vòng, khóa quay và cùm gian lận, v.v. Nó được sử dụng để tháo và chuyển khối.
Cần cẩu quay sẽ lật khối 90° trong không khí. Sau đó việc tháo dỡ sẽ được thực hiện. Tấm bên tách biệt sẽ kết hợp với Khung khuôn được trả lại để đổ bùn tái chế.
Người mẫu | Đang tải (t) | Khoảng cách tối đa của móc áo (mm) | Tốc độ/Tần suất đi bộ (m/phút) | Công suất (kW) | Công suất hàng năm (m³/năm) |
4,2×1,2m | 10 | 1300 | 0-18 | 16.5 | 150000 |
4,8×1,2m | 12 | 0-51 | 18.5 | 200000-250000 | |
6×1,2m | 20 | 0-51 | 22 | 300000 |
(2) Máy cắt

Nó bao gồm máy cắt dọc và máy cắt ngang. Sau khi đổ bê tông khí sẽ trở thành dạng bánh sau khi xử lý trước. Bánh sẽ được cắt thành kích thước chính xác theo yêu cầu của người dùng.

Máy cắt dọc

Máy cắt ngang
Nguyên lý làm việc
Sau khi tháo khuôn, Tấm bên với bánh khối sẽ được chuyển và cố định trên Xe cắt do Mô tơ dẫn động. Sau đó bánh sẽ được chuyển sang máy cắt để cắt dọc và cắt ngang. Khi bánh được đưa đến máy cắt ngang, Đĩa đựng bánh sẽ được nâng lên bằng thiết bị nâng. Xe cắt sẽ quay trở lại vị trí ban đầu và chuẩn bị cho một lần vận chuyển khác trong khi cắt ngang. Sau khi cắt ngang, thiết bị nâng sẽ tải Tấm phụ có Bánh lên một Xe cắt khác. Sau đó bánh sẽ được chuyển sang Máy cắt dọc để xử lý theo chiều dọc.
Người mẫu | Kích thước cơ thể (m) | Độ chính xác cắt (mm) | Thời gian chu kỳ cắt (phút /Khuôn) | Đường kính dây cắt (mm) | Công suất hàng năm (m³/năm) |
4,2m | 4,2×1,2×0,6 | ±3、±1.5、±1.5 | 5 | 150000 | |
4,8m | 4,8×1,2×0,6 | 5 | φ0,8 | 200000-250000 | |
6m | 6,0×1,2×0,6 | 6 | 300000 |
(3) Cần cẩu Nghiêng & Nhóm
Sau khi cắt, Cần cẩu Nghiêng & Nhóm sẽ phân loại rác thải trên và dưới bằng cách nghiêng bánh khối. Sau đó sẽ cẩu và chuyển bánh để phân nhóm,

Người mẫu | Đang tải (t) | Khoảng cách tối đa của móc áo (mm) | Tốc độ/Tần suất đi bộ (m/phút) | Công suất (kW) | Công suất hàng năm (m³/năm) |
4,2×1,2m | 10 | 1850 | 0-20 | 20.5 | 150000 |
4,8×1,2m | 12 | 0-51 | 22.5 | 200000-250000 | |
6×1,2m | 20 | 0-51 | 26 | 300000 |
(4) Nhóm cần cẩu
Nhóm cần cẩu sẽ di chuyển bánh theo chiều dọc với tấm bên thông qua dây xích. Xích được truyền động thông qua Xi lanh dầu và cần trục sẽ được di chuyển theo chiều ngang nhờ chức năng của động cơ Gear. Đây là cách chiếc bánh di chuyển và nhóm lại.

4. Thành phẩm

Bánh khối sẽ được xử lý trong nồi hấp. Đây là công đoạn cuối cùng sẽ ảnh hưởng trực tiếp đến chất lượng của khối hoàn thiện.
Khi cải tiến tự động hóa, hệ thống phân tách và đóng gói khối cũng được sử dụng phổ biến. Sau khi sấy khô, gạch AAC được di chuyển ra khỏi nồi hấp, tuy nhiên trong quá trình nâng, tách, đóng gói có thể được chuyển đến khu vực hoàn thiện sản phẩm bằng xe nâng.
(1) Xe bảo dưỡng

Xe chữa bệnh bao gồm danh tiếng và bánh xe. Nó được sử dụng để chuyển khối vào và ra khỏi Autoclave, là xe vận chuyển chuyên dụng trong quá trình sản xuất. Nó đưa khối màu xanh lá cây đã cắt vào nồi hấp để xử lý và chuyển ra khu vực thành phẩm sau khi xử lý.
Người mẫu | Đang tải (t) | Khoảng cách giữa bánh xe (mm) | Máy đo đường ray (mm) | Số lượng khuôn/xe đẩy | Công suất hàng năm (m³/năm) |
4,2m | 10 | 3010 | 630 | 2 | 150000 |
4,8m | 12 | 3450 | 856 | 3 | 20-250000 |
6m | 20 | 4460 | 856 | 3 | 300000 |
(2) Nồi hấp

Là thiết bị cốt lõi trong dây chuyền sản xuất, Autoclave được sử dụng để xử lý Block dưới áp suất và nhiệt độ cao.
Người mẫu | Áp suất thiết kế (Mpa) | Đặt nhiệt độ (° C) | Phương tiện làm việc | Phương pháp mở | Công suất hàng năm (m³/năm) |
φ2×31m | 1.6 | 204 | Hơi nước bão hòa | Mở cửa ở cả hai đầu | 150000 |
φ2,5×31m | 200000-250000 | ||||
φ2,68×39m | 300000 |
(3) Kẹp khối hoàn thiện
Kẹp khối hoàn thiện được trang bị tại cần trục đặc biệt. Việc di chuyển và nâng kẹp đều dựa vào cần trục. Việc nâng được định hướng bởi Khung dẫn hướng, ổn định và chính xác. Nó được sử dụng đặc biệt để di chuyển các khối đã hoàn thiện từ tấm bên để đóng gói lần cuối.
Người mẫu | Đang tải (t) | Khoảng cách tối đa của móc áo (mm) | Tốc độ/Tần suất đi bộ (m/phút) | Công suất (kW) | Công suất hàng năm (m³/năm) |
4,2×1,2m | 10 | 1750 | 0-18 | 16.5 | 150000 |
4,8×1,2m | 12 | 0-51 | 18.5 | 200000-250000 | |
6×1,2m | 20 | 0-51 | 22 | 300000 |
(4) Dải phân cách di động

Dấu phân cách được sử dụng để tách khối đã hoàn thiện từ lớp này sang lớp khác. Máy phân tách của chúng tôi sẽ tự động thực hiện công việc và nhóm các sản phẩm hoàn chỉnh
(5) Cần trục lập phương tự động

Cuber Crane sẽ lập khối Thành phẩm sau quá trình Tách. Nó sẽ chia thành phẩm thành từng chồng. Sau đó, băng tải dạng bồn sẽ di chuyển khối xếp chồng lên nhau để đóng gói
(6) Nhà cung cấp Pallet tự động

Được trang bị hệ thống Kẹp khối và băng tải kiểu bồn. Cung cấp Pallet hiệu quả và ổn định cho sản xuất
(7) Hệ thống vận chuyển và đóng gói kiểu bồn

Khối hoàn thiện sẽ được đóng gói sau khi tách và xếp chồng. Khối đóng gói sẽ được chuyển sang thành phẩm thông qua xe nâng.


(8)
Nồi hơi Nồi hơi được sử dụng để cung cấp năng lượng nhiệt và hơi nước cho nồi hấp nhằm đảm bảo áp suất và nhiệt độ cao bên trong, đảm bảo cho khối hoàn thành phản ứng hydrat hóa cho khối AAC đủ tiêu chuẩn.